
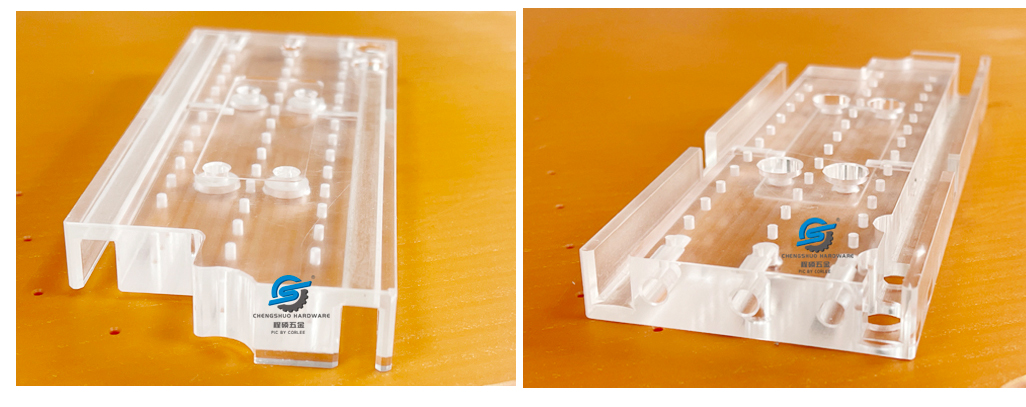
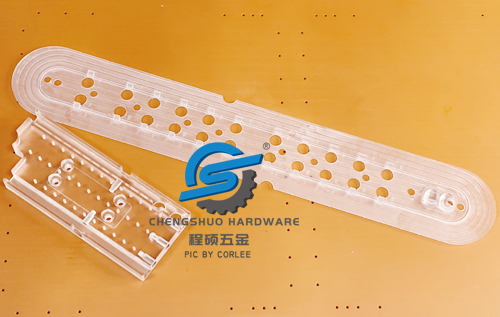
CNC vinnsla á akrýlvörum getur náð flóknari uppbyggingu, dregið úr sprungum í akrýlefninu meðan ávinnsla, og uppfylla kröfur um mikla nákvæmni fyrir vörur.
Pólýmetýl metakrýlat (CH3│—[—CH2—C——]—│COOCH3) hefur góða alhliða vélræna eiginleika, sem er meðal þeirra bestu meðal almennra plastefna. Tog-, beygju- og þjöppunarstyrkur þess er hærri en pólýólefín og einnig hærri en pólýstýren, pólývínýlklóríð o.s.frv., En höggseigjan er léleg. En það er líka aðeins betra en pólýstýren.eðlisfræðilegir eiginleikar.
PMMA hefur mikinn vélrænan styrk: hlutfallslegur mólmassi PMMA er um 2 milljónir. Það er langkeðja fjölliða og keðjurnar sem mynda sameindina eru mjög mjúkar. Þess vegna hefur PMMA tiltölulega mikinn styrk og er ónæmur fyrir teygju og höggi. 7 til 18 sinnum hærra en venjulegt gler. Það er eins konar lífrænt gler sem hefur verið hitað og teygt, þar sem sameindahlutunum er raðað á mjög skipulegan hátt, sem bætir seigleika efnisins verulega.
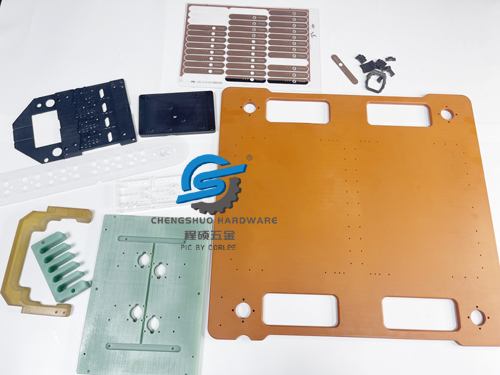
Akrýl er almennt notað í iðnaði til að framleiða og framleiða mælaborð og hlífar, einnig fyrir ýmis skurð- og lækningatæki, heimilisvörur: baðherbergisaðstöðu, handverk, snyrtivörur, festingar, fiskabúr osfrv.
Þegar þú notar CNC til að vinna úr akrýlvörum þarftu að fylgjast með eftirfarandi atriðum:
1. CNCForritunarhönnun fyrir akrýlVinnslaVinnsla
Fyrir akrýl (Pólýmetýl metakrýlat, PMMA), forritunarupplýsingar vörunnar ættu að vera hannaðar í samræmi við lögun vörunnar, svo sem hraða verkfæra og snúningshraða meðan ávinnslavinnslu. Samkvæmt raunverulegri lögun vörunnar ætti að fínstilla forritunarferlið og flæði til að draga úr eyðileggingu meðan á vinnslu stendur.
Þegar þú notar CNCvinnslaakrýl, það er mjög mikilvægt að stilla réttan fóðurhraða. Ef fóðurhraði er of hraður getur PMMA brotnað vegna mikillar skurðarþrýstings. Hraður straumhraði getur einnig valdið því að hlutar hreyfast út úr vinnufestingunni eða skilja eftir ófullkomleika á hlutnum; hægur straumhraði getur einnig valdið ónákvæmum hlutum með gróft, óunnið yfirborð.

2. Úrval verkfæra í akrýlvinnslu verður að vera viðeigandi
Vinnsla á akrýlplötum krefst notkunar á viðeigandi verkfærum. Það fer eftir lögun tólsins, meðal annars notuð verkfæri eru endafresar, kúlunefskeri, flatskera o.fl. Flatskera hentar til að klippa og þrífa stór svæði, endafressan er í formi rétthorns og hentar vel. til vinnslu á brúnum texta og grafíkar og kúlunefskerinn er í bogaformi og hentar vel til að vinna mjög nákvæm mynstur og beygjur.
Efni hnífsins er líka mikilvægt. Til dæmis sker háhraðastál akrýl, en gefur ekki góða yfirborðsáferð. Demantarverkfæri geta bætt yfirborðsáferð en eru mjög dýr. Karbíð er oft valið efni fyrir CNC klippingu á akrýl.

Fyrir CNC vinnslu á akrýl er einnig mælt með því að nota háþróaða horn 5 gráður og viðbótarhorn 2 gráður
Til viðbótar við skurðarverkfæri, verður einnig að borga eftirtekt til skurðardýpt, hraða osfrv. við vinnslu á akrýlvörum til að tryggja að uppbygging akrýlhráefnisins sé ekki skemmd. Akrýl er almennt tiltölulega viðkvæmt efni. Meðan á CNC klippingu stendur, getur notkun viðeigandi verkfæra og viðeigandi skurðardýpt og -hraða komið í veg fyrir að vinnsla úrgangs sem stafar af sprungum eða renni efni. Í samfelldri skurði er nauðsynlegt að átta sig á raunverulegum vinnsluhraða og dýpt verkfærisins og reyna að tryggja að efnisbyggingin skemmist ekki, svo sem sundrun, sundurtengingu osfrv. Á sama tíma ætti að huga að því að lágmarka hita og stöðurafmagn við vinnsluna.
3. Notaðu rétta bor og skábraut
Gakktu úr skugga umthebor getur í raun búið til göt í akrýl með því að velja rétta borefni. Carbide er frábær kostur til að bora akrýl og margir framleiðendur nota O-groove end mill bora sérstaklega hönnuð til að skera og bora akrýl. Að auki þarf að halda borunum skörpum, sljóir borar munu framleiða minna en hreinar brúnir og geta auðveldlega leitt til álagssprungna og sprungna.
Við CNC vinnslu á akrýl er best að nota ská með bora. Til að koma í veg fyrir að borinn skemmi íhluti akrýlefnisins þarf að halla honum niður eftir sléttri halla til að koma í veg fyrir skemmdir og tryggja slétt yfirborð.
Jafnframt þarf að fylgjast með skurðardýpt og stefnu. Snúningsstefna CNC tólsins: vinstri og hægri, eða rangsælis og réttsælis, verður að vera sæmilega aðlöguð að vörunni til að tryggja nákvæmni vöruútfærslu og hönnunaraðgerða.
Birtingartími: 16-jan-2024